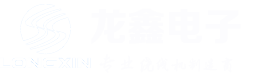
高压互感器是电力系统中发电厂、变电站等不可缺少的一种高压电器,可实现高精度的高-低压转换以便于对电网电压的检测和电能计量。精密高电压互感器的电磁绕组为重要功能部件,对于通常高达数万匝高电压互感器线圈绕组,在其绕制过程中如何控制匝间、层间绝缘、减少分布电容影响,达到转换测量精度要求,可靠、高精度的全自动绕线机是保证互感器产品质量的关键因素。高电压互感器及电磁绕组如图1、图2所示。

1高电压互感器线圈新型绕线机总体设计
高电压互感器电压高达等级几十万伏,其电磁绕组线圈匝数多达几万匝,通常采用自动化机器绕制。目前,国内使用的传统自动绕线机,一般由机座、绕线电动机、主传动机构、排线电动机及排线传动机构等部分组成。绕线机主传动机构采用变频电动机拖动,通过变频器面板旋钮调节绕组轮毂转速,其从动排线机构采用微型直流电动机拖动,也通过旋钮完成调速。主、从两部分运转速度的协调,需要人工根据不同绕组规格进行计算调整,操作繁复且难以保证绕线质量和效率,时有断线、叠线、跳线等故障,需人工操作调整的工作量大。由此,针对传统绕线机的不足之处,从电控、机械两方面做改进设计。
其一,绕线机电气控制系统改进设计。选用PLC控制器、步进驱动器和步进电动机进行设计,配置触模屏,改善自动绕线机可视化操作用户界面,通过设置不同工艺参数,调用相应控制程序,可完成对不同规格线圈绕组的自动化绕制,并能提高绕制过程自动化控制程度,减小人为因数影响,保证绕制质量、效率和稳定性。

其二,绕线机机械结构改进设计。重新设计工作台基座、铁芯装夹平台机构部件、绕组轮毂压紧调整机构,主传动机构部件、自动排线机构部件、绕线张力控制及导线机构等部件。选用标准型伺服张力器以方便稳定调节导线张力,实现稳定的导引牵线排线功能,改进型绕线机总体结构如图3所示,传动系统简图如图4所示。2绕线机电气控制系统绕线机电气控制系统可分为电气控制盒部件和操作面板部件两部分,电气控制盒内部安装有直流电源、伺服驱动器、PLC控制器及接线端子排等;操作面板配置有起、停操作按钮、指示灯和参数设置触摸屏人机界面等。选用三菱FX-3U系列可编程控制器作为主控单元,根据编制的PLC应用控制程序,完成对两台步进电动机驱动器的指令控制,协调绕组线圈主传动步进电动机与自动排线电动机的运转。此外,PLC控制器还接收操作面板和触摸屏上按钮的指令信号,以控制绕线程序启、停运行,并将绕线机运行状态信息输出到相应指示灯和触摸屏界面显示,提供给操作者查看可监控设备的运行。触摸屏与PLC控制器通过串行通信接口相连,通过在触摸屏上设置不同工艺参数,调用不同的绕线工艺程序可实现对不同规格的电磁线圈绕制。绕线机总体电气连接如图5所示。

2.1绕线机运转PLC控制程序设计
根据绕组线圈的绕制工艺要求,设计绕线机PLC控制程序。首先,设计点动运行检测程序,测试绕线机主传动机构运转,排线丝杆左右移动等。在面板上设计“主轮旋转”,“排线左移”,“排线右移”按钮,测试绕机空载时运行状态是否正常,并调试各级不同的绕线速度,控制主传动机构和从动排线机构空运转和复位。点动检测程序检查正常之后,设计PLC自动绕线程序,控制绕线的完整工艺过程。根据待绕线头初始位置,确定排线丝杆移动方向;调用参数计算子程序,根据线圈各级所设置的工艺参数、计算出主轮电动机、丝杆电动机运行频率与脉冲数,存储于内部数据组表格,用以控制对应当前层、段的导线绕制,并在触摸屏上显示当前绕制位置与绕制导线匝数。
在程序控制运转过程中,若出现绕制断线、叠线等意外情况,设备可急停,待人工处理好异常之后,按“复位”控键,PLC程序可控制自动排线机构退回到当次绕线的起始位置,并复位当次绕制的匝数计数器,选择“排线左移”或“排线右移”按钮,则重新开始当前层线圈绕制并继续运行。根据高电压互感器绝缘工艺要求,线圈绕组完成一段绕制后,需插入电工绝缘纸膜覆盖保护,再进行下一段线圈的绕制。因此,PLC控制程序开云app手机版下载计了包膜运转子程序,控制电磁绕组骨架慢速旋转2~3圈完成绝缘材料覆盖包膜过程。此绕线机PLC控制程序采用模块化设计,通过主程序调用子程序方式实现,各子程序分别完成不同功能。此绕线机PLC应用程序控制的总体运行流程为:PLC主机开机,触摸屏组态通信完成绕线工艺参数设置,程序初始化脉冲继电器M8002接通,调用数据输入子程序P0,调用绕线参数计算子程序P1,包膜参数计算子程序P2,根据档位开关状态调用点动检测子程序P3,自动运行子程序P4等。子程序开云app手机版下载置了进程标识,状态位置判断标识,对其段、层、级计算标识进行判断,控制绕制状态流程。程序采集高速计数器端口计数值,记录已绕制匝数与总匝数机型比较判断,确定是否进入下一层程序,直至整个绕制过程控制的结束。绕组一层分多段,一段包含多匝线圈,其中一层自动绕线控制程序流程如图6所示。PLC应用程序采用两条相对定位指令DDRVI,控制FX-3U控制单元的Y0、Y1端口输出脉冲信号,指令相关的参数D20、D30、D22、D32由参数计算子程序中根据输入的线圈绕组的规格参数计算得出,从而实现对主从两个步进伺服电动机的协调驱动控制。两轴脉冲发送梯形图控制程序如图7所示。

2.2绕线机触摸屏人机界面设计
触摸屏是操作者对绕线机进行操作和程序选择的重要人机界面。触摸屏可实现绕线机运行状态的显示,还可实现对绕线机的各种操作,如改变运行模式,修改运行工艺参数等功能。对此绕线机进行触摸屏界面设计如下:界面上设计提供七个标签,分别对应七种规格线圈绕制程序,每种线圈需要设置七个工艺参数。触摸屏与PLC之间通过RS422串行通信方式连接,通过共享地址的方式,将触摸屏所设参数传到PLC控制程序之中,并且还设计了触控按钮用于绕线机操作控制,如图8所示。3结语此改进设计的新型绕线机,通过校企合作方式进行机械零部件的设计和电气控制系统的PLC应用程序开发调试,现已完成样机研制并调试运行。通过在客户现场使用实践证明,采用此种新型绕线机进行高压互感器大型线圈绕制,绕线效率、质量均有提高。此外,选用触摸屏提供了友好的用户界面,实现了可编程自动化高精度绕线工艺,使得工艺参数修改、设置方便,实现了通过程序自动控制绕制多种型号线圈的功能。该绕线机具有操作简单、自动化程度高、运行可靠等优点。
 精密平行绕线机
精密平行绕线机 精密环型绕线机
精密环型绕线机 自动飞叉绕线机
自动飞叉绕线机 全自动设备系列
全自动设备系列 精密线圈
精密线圈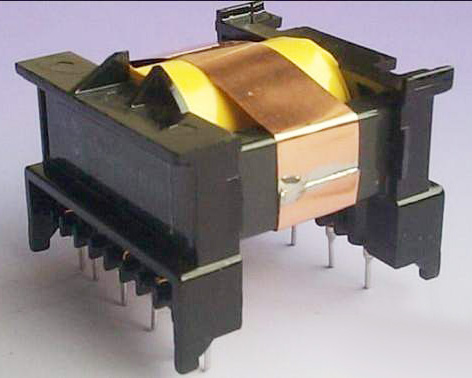 包胶线圈
包胶线圈 精密马达线圈
精密马达线圈 空芯线圈
空芯线圈 变压器线圈
变压器线圈