ЫцзХЕчзгММЪѕКЭаХЯЂММЪѕЕФИпЫйЗЂеЙЃЌЮЂаЭБфбЙЦїдкМЦЫуЛњЁЂЭЈбЖЁЂПЊдЦappЪжЛњАцЯТдиКНПеЕШСьгђЕФЗЂеЙЗЂЛгзХдНРДдНживЊЕФзїгУЁЃЖдЮЂаЭБфбЙЦїЩњВњжЦдьЕФашЧѓСПБфДѓЃЌжЦдьвЊЧѓБфИпЁЃШчКЮХњСПЩњВњГіжЪСПКЯИёЕФЮЂаЭБфбЙЦївбГЩЮЊЦѓвЕиНашНтОіЕФживЊПЮЬтЁЃФПЧАЮЂаЭБфбЙЦїжївЊВЩгУБъзМЛЏЁЂЙцФЃЛЏЩњВњФЃЪНЃЌвбЕНДяСЫАыздЖЏЛЏЩњВњЫЎЦНЁЃ
ШЦЯпЮЊЮЂаЭБфбЙЦїЩњВњЕФЙиМќЙЄађЃЌВЛНігАЯьВњЦЗЕФЭтЙлЬиеїЃЌЛЙгАЯьзХВњЦЗЕФзшПЙЁЂТЉИаЁЂЕчШнЕШЖрЯюЦЗжЪВЮЪ§ЁЃЯжНёЕФБфбЙЦїШЦЯпММЪѕбаОПжївЊеыЖдНЯДѓаЭЕФБфбЙЦїВњЦЗЃЌЖдЮЂаЭБфбЙЦїЕФШЦЯпЛњЙЙбаОПНЯЩйЃЌЙЪЩшМЦвЛжжПьЫйгХжЪЕФЮЂаЭБфбЙЦїздЖЏШЦЯпзАжУЖдгкЮЂаЭБфбЙЦїЩњВњОпгажиДѓвтвхЁЃ
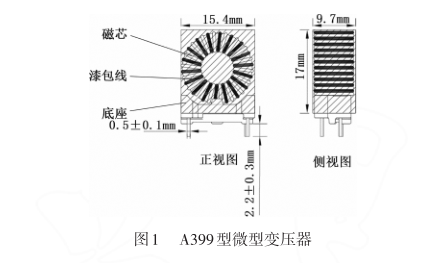
ЮЂаЭБфбЙЦїВњЦЗЭтЙлГпДчвЊЧѓШчЭМ1ЫљЪОЁЃДЫВњЦЗЮЊгУгкжЧФмЪжЛњГфЕчЦїЕФЮЂаЭБфбЙЦїЃЌЭЈЙ§ЕчДХИагІдРэдкСНИіЕчТЗжЎМфДЋЕнЕчФмЃЌЛљБОНсЙЙЪЧгЩДХаОЁЂШЦзщКЭЕззљЙЙГЩЃЌШЦзщЪЧВЩгУЦсАќЯпШЦжЦЖјГЩЁЃ
ЮЂаЭБфбЙЦїЕФздЖЏШЦЯпЙЄвеСїГЬЕФЩшМЦФбЕудкгквдЯТСНЕуЃКЕквЛЃЌБфбЙЦїВњЦЗЭтЙлНсЙЙЬиЪтЃЌЕЅИіВњЦЗГпДчаЁЁЂжиаФВЛЮШЃЛЕкЖўЃЌдкПижЦВњЦЗЩњВњГЩБОКЭжЪСПЕФЧАЬсЯТЃЌЪЕЯжДХШІШЦзщЭЯпздЖЏЛЏРэЯпЕФФбЖШЯрЖдНЯДѓЁЃ
1 ЮЂаЭБфбЙЦїЯпШІздЖЏШЦЯпзАжУдРэ
1.1 ЮЂаЭБфбЙЦїШЦЯпСїГЬ
ЮЂаЭБфбЙЦїЕФдШЦЯпСїГЬЮЊРћгУШЫЙЄЪжГжЦсАќЯпВјШЦгкДХШІжаЃЌЕБВјШЦШІЪ§ДяЕНЩњВњвЊЧѓЪБЃЌНЋЖргрЯпШІМєЖЯЃЌЭъГЩвЛДЮШЦЯпСїГЬЁЃ
ШЫЙЄШЦЯпВЛНіНЕЕЭСЫЮЂаЭБфбЙЦїВњЯпећЬхЕФЩњВњаЇТЪЃЌЖјЧвЦфЩњВњГЃАщЫцзХЯпШІШІЪ§ДэЮѓЁЂМєЯпВаСєЙ§ГЄКЭШЦЯпЫЩЖЏЕШжЪСПЮЪЬтЁЃЙЪЩшМЦЮЂаЭБфбЙЦїздЖЏШЦЯпзАжУЃЌЬсИпЮЂаЭБфбЙЦїЕФЩњВњаЇТЪКЭжЪСПЁЃ
1.2 ЮЂаЭБфбЙЦїВњЯпЙЙГЩ
ЮЂаЭБфбЙЦїЩњВњЯпЩЯжївЊАќКЌ7жжздЖЏМгЙЄЩшБИЃЌетаЉздЖЏМгЙЄЩшБИЗжБ№ЮЊЃК
здЖЏШЦЯпЛњЁЂЕуНКЛњЁЂЩЯЕззљзАжУЁЂКцПОТЏЁЂМЄЙтШЅЦЄзАжУЁЂздЖЏКИЮ§ЛњЁЂФЭбЙВтЪдЛњКЭзлКЯВтЪдЛњЕШЁЃгІгУздЖЏМгЙЄЩшБИВњЯпУПаЁЪБВњФмгыШЫЙЄВњФмЖдБШЬсЩ§СЫДѓдМ5БЖЁЃ
здЖЏШЦЯпЛњЛњаЕЯЕЭГЛњаЕВПЗжзщГЩжївЊгаЃКЙЉЯпЛњЙЙЁЂШЦЯпЛњЙЙЁЂМєЯпЛњЙЙЁЂХХЯпЛњЙЙЁЂНјСЯЛњЙЙЁЂЛњМмЕШЁЃ
ШЫЙЄШЦЯпЦНОљВњФмЮЊ20 pcs/hЃЌвђЖјБиаыВЩгУ
здЖЏШЦЯпЛњЗНПЩТњзуЩњВњЯпВњФмвЊЧѓЁЃБфбЙЦїЩњВњЯпжаШЦЯпЙЄеОдЄМЦЩшжУ11ЬЈздЖЏШЦЯпзАжУЃЌВЛПМТЧВЛСМЦЗЕФЧщПіЯТвЊЧѓУПЬЈздЖЏШЦЯпЛњжСЩй110 pcs/hЕФВњФмЃЌЯжгаШЦЯпЛњЦНОљВњГіЮЊ95 pcs/hЃЌетЖдгкЪЕЯжећЬѕЩњВњЯпЕФЙцЖЈВњФмдьГЩКмДѓвўЛМЃЌвђЖјЬсГіЖдздЖЏШЦЯпЛњЙиМќВПЮЛНјааЮЪЬтЗжЮігыИФНјЩшМЦЁЃ
1.2 здЖЏШЦЯпЛњЛњЙЙзщГЩ
ЯжгаШЦЯпЛњЛњаЕЯЕЭГШчЭМ2ЫљЪОЃЌзщГЩжївЊгаЃКЙЉЯпЛњЙЙЁЂШЦЯпЛњЙЙЁЂМєЯпЛњЙЙЁЂХХЯпЛњЙЙЁЂНјСЯЛњЙЙЁЂЛњМмЕШЃЌгЩЭЌвЛИіПижЦЯЕЭГПижЦЛњЕчВПЗжЭъГЩДХШІздЖЏШЦЯпетвЛЙЄађЁЃ

ЙЉЯпЛњЙЙШчЭМ3ЫљЪОЃЌжївЊАќКЌЃКЙЉЯпЙьЕРЁЂбЙЯпЗЇЁЂЕМЯпТжзщЁЂЕМТжжЇМмЁЂЕчЛњЁЂЕМЯпЙмЕШ6ИіВПЗжЁЃ

ЙЉДХШІЛњЙЙШчЭМ4ЫљЪОЃЌжївЊАќРЈДХШІЯоЮЛТжЁЂЭЦСЯИЫЁЂНјСЯЭЈЕРЁЂДЕЦјЙмЁЂеёЖЏХЬ5ИіВПЗжЁЃ

ШЦЯпЛњЙЙШчЭМ5ЫљЪОЃЌжївЊгЩЛњМмЁЂДЋЖЏДјЁЂ1ЖдХХЗЯТжЁЂЯоЮЛЃЈЭЯпЃЉТнЖЄЁЂЙтЕчДЋИаЦїЁЂ1зщЕЖОпЁЂ1ЖддВЬЈТжзщЁЂДХШІЖЅеыЁЂзЊНЧГнТжзщЕШзщГЩЁЃ
1.3 здЖЏШЦЯпЛњЕФЙЄзїСїГЬ
1.3.1ДЂЯпЙ§ГЬ
ЭЯпЭъГЩДЂЯпдЄБИШЦЯпНзЖЮЕФЖЏСІРДдДгаСНДІЃЌвЛЪЧЮЛгкЙЉЯпЛњЙЙВПЗжЕФвЛЖддВжљаЮЕМЯпТжзщЃЌДЂЯпПЊЪМЪБгЩЕМЯпТжзщЬсЙЉЦ№ЪМЖЏСІЃЌКѓајДЂЯпЙ§ГЬжаЙЉЯпЛњЙЙВПЗжЕФЕМЯпТжзщГжајзЊЖЏЮЊДЂЯпЙ§ГЬЬсЙЉЖЏСІЃЛЖўЪЧШЦЯпЛњЙЙВПЗжЕФСНЖдЙФТжЃЌдкЭЯпЕНДяЙФТжДІЪБЙФТжЖдЦфЕФФІВССІЬсЙЉвЛВПЗжЕФЖЏСІЁЃетСНжжЖЏСІТжзщАВзАдкЭЌвЛзЊжсЩЯЃЌЭЈЙ§ЭЌВНДјгыЕчЛњЪфГіЖЫСЌНгЃЌДгЖјБЃжЄЭЯпЕФЫйЖШвЛжТЃЌЪЕЯжШЦЯпЁЃЖЏСІТжзщжааФжсзЊЖЏЗНЯђШчЭМ6ЫљЪОЁЃ

ДЂЯпПЊЪМЧАЃЌЭЯпгЩЙЄШЫЗХжУдкЙЉЯпЙьЕРЩЯЁЃДЂЯпНзЖЮПЊЪМЃЌбЙЯпЗЇГЪДђПЊзДЬЌЁЃЕМЯпТжЫцЕчЛњЪфГіжїжсзЊЖЏЃЌЭЌЪБДјЖЏбЙдкЙіТжЯТЗНЕФЭЯпЭљЧАдЫЖЏЭЈЙ§ЪфЯпЙмНјШыШЦЯпЧјгђЃЌШЦЯпЧјгђЕФЙтЕчДЋИаЦїМьВтЕНЭЯпДЂБИШІЪ§ДяЕНдЄЩшжЕЪБЃЌбЙЯпЗЇбЙНєЃЌЭЯпВЛдйНјааЪфШыЖЏзїЃЌДЂЯпдЄБИШЦЯпНзЖЮЭъГЩЁЃ
ДЂЯпдЄБИЙ§ГЬжаЭЯпЙьМЃЮЊЃКЦсАќЯпДгЪфЯпЖЫЭЈЙ§ЕМЯпЙмНјШыШЦЯпЧјгђЃЌНгзХЭЯпзпМЃЮЊбизХЭтШІЙьМЃЯШДЉЙ§ЕквЛзщЙФТжжаМфПеЯЖЃЌЫцКѓДЉЙ§ЖЈЮЛКУЕФДХШІМЬајЭљЧАзпЃЌгжЭЈЙ§ЕкЖўзщЙФТжжаМфПеЯЖЃЌзюКѓЛиЕНЕквЛШІдВаЮЙьМЃЦ№ЪМЕуЃЌНгзХЭљАыОЖНЯДѓЕФЭтШІзпЃЌдйНјааЕкЖўШІЁЂЕкШ§ШІЕФДЂБИЃЌзюжеДЂБИКУЫљЩшЖЈЕФШІЪ§дЄБИШЦЯпЁЃ
1.3.2ДХШІШЦЯпЙ§ГЬ
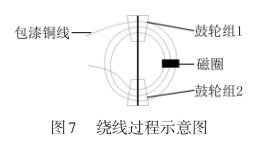
ДЂЯпЭъГЩКѓЃЌбЙЯпЗЇЯТбЙбЙНєЭЯпвЛЖЫЃЌЙЉЯпЛњЙЙВПЗжЕФЕМЯпТжзщЭЃжЙзЊЖЏЁЃШЦЯпЙ§ГЬШчЭМ7ЫљЪОЃЌШЦЯпЛњЙЙЕФСНЖдЙФТжЗжБ№ЮЊТжзщЂёКЭТжзщЂђЃЌТжзщЂёЮЊШЦЯпЛњППЧАЮЛжУЕФЙФТжзщЃЌТжзщЂђЮЊгыТжзщЂёЯрЖдЮЛжУЕФТжзщЁЃШЦЯпЙ§ГЬжаЃЌТжзщЂёЁЂЂђЩЯЗНЕФЙФТжжааФжсбиЫГЪБеызЊЖЏЃЌЯТЗНЙФТжбиФцЪБеызЊЖЏЃЌЙФТжБэУцЯпЫйЖШv 1 ДѓгкЭЯпЫйЖШv 2 ЃЌвђЖјЙФТжЖдЭЯпВњЩњЖўепЯрЖдЫйЖШЯрЭЌЗНЯђЕФФІВССІЃЌвдДЫЗНЪННЋЙФТжзщжаМфМазХЕФЭЯпВЛЖЯЭљЧАРЃЌДЂЯпФкШІЭЯпНгзХЬзНєдкДХШІЩЯЪЕЯжШЦзщШЦЯпЁЃдкЙтЕчДЋИаЦїИагІЕНШЦЯпШІЪ§ДяЕНЩшЖЈЕФ62ШІЕФЪБКђЃЌаХКХЗЂжСПижЦЯЕЭГДЅЗЂЕЖОпНЋЭЯпМєЖЯЃЌШЦЯпЙ§ГЬМДЭъГЩЁЃ
1.3.3аЖСЯЙ§ГЬ
ДХШІСНБпШЦзщШЦЯпЭъГЩКѓЃЌНјДХШІЛњЙЙДІЕФСНзщГнТжзщНЋШЦКУЯпЕФДХШІЭљШЦЯпЧјгђжааФЮЛжУЫЭЃЌЭЌЪБПижЦЯЕЭГДЅЗЂЭЦСЯИЫЩЯЗНЕФЦјЗЇДЕЦјЃЌНЋДХШІЭјШЦЯпЧјгђжааФЮЛжУДЕГіЃЌШЦЯпЧјжааФе§ЖдзХЯТСЯПкЃЌДХШІЕНДяЯТСЯПкЭљЯТЕєНјАыГЩЦЗДЂСЯВжжаЁЃећИіШЦЯпЙ§ГЬЫцМДЭъГЩЁЃ
2 здЖЏШЦЯпзАжУЕФЙЪеЯЗжЮі
АыГЩЦЗЙЪеЯРраЭжївЊЗжЮЊСНжжЃКвЛЪЧСНИіДХШІМфЕФЭЯпУЛгаЧаЖЯЕМжТАыГЩЦЗВЛКЯИёЃЌШЦзщДХШІЮоЗЈЪЙгУЃЛЖўЪЧдкШЦЯпЪБЗЂЩњВјЯпЕМжТШЦзщЯпШІШІЪ§ВЛКЯИёЁЃ
дкДЂЯпЙ§ГЬжаЃЌЯпШІПЩФмЗЂЩњМЗбЙвЦЮЛЃЌЕМжТЭЌвЛЯпШІдкСНВрЙФТжЮЛжУзпЯпЫйЖШВЛЭЌЃЌетжжЧщПіЛсдьГЩСНжжЮЪЬтЃЌвЛЪЧГіЯжЯпШІжЭСєЖбЛ§дьГЩЯпШІеХСІВЛзуЃЌЭЯпЮоЗЈЧаЖЯЃЛЕкЖўИіЪЧзпЯпЫйЖШЙ§ПьЕМжТФкШІЯпГЖЭтШІЯпЃЌЗЂЩњВјЯпЕФЮЪЬтЁЃдкШЦЯпЙ§ГЬжаЃЌШнвзГіЯжЙ§ГЬЭЯпзпЯпЗжСїВЛУїШЗЕФЮЪЬтЁЃДЫЮЪЬтвВПЩФмЕМжТВјЯпЕФЯжЯѓЃЌМДЙЪеЯРраЭЖўЁЃ
ДгдРэЕФЗжЮіПЩвдЕУГіШЦЯпЙ§ГЬЕФЪЕЯжжївЊвРППМИзщзЊТжзщЖдЯпШІЕФФІВССІЬсЙЉЖЏСІЪЦФмЃЌТжзщБэУцЖдЯпШІЕФФІВССІЗНЯђгыЯпШІЧАНјЗНЯђвЛжТЁЃШчЭМ8ЫљЪОЖдШЦЯпЙ§ГЬжаЙФТжДІЭЯпКсНиУцНјааЪмСІЗжЮіЃЌНјвЛВННтЪЭЙЪеЯЮЪЬтВњЩњдвђЁЃ
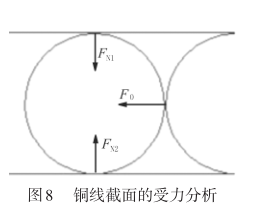
F N ЮЊТжзщБэУцЖдЭЯпЕФжЇГжСІЃЌf Z ЮЊТжзщБэУцЖдЭЯпЕФФІВССІЃЌF 0 ЮЊЭЯпМфЕФМЗбЙСІЁЃ
F N1 =- F N2 ЃЈ1ЃЉ
fz = mF N = 2mF N1 ЃЈ2ЃЉ
гЩЪмСІЗжЮіПЩжЊЃЌЭЯпдкYжсЗНЯђЪмЕНЩЯЯТжЇГжСІЖдЦфОпгабЙНєзѓгвЃЌдкXжсЗНЯђЪмЕНЯрСкЯпШІЖдЦфМЗбЙСІF 0 ЃЌетЪЧЯпШІЗЂЩњвЦЮЛДэЮЛЕФИљБОдвђЁЃ
ЕМжТСНжжЙЪеЯРраЭЕФЮЪЬтЖМГіздгкШЦЯпЛњЙЙВПЗжЕФЙФТжЁЃВЛФбЕУГіШЦЯпЛњЙЙМДЮЊЫљашгХЛЏВПЗжЃЌгШЦфЪЧСНВрЖдГЦЕФЙФТжДІЁЃетЪЧдьГЩШЦЯпСМЦЗТЪВЛИпЕФИљБОдвђЁЃ
3 ШЦЯпЛњФкВПНсЙЙгХЛЏ
3.1 ЮЂЙЕВлМгЙЄСІбЇЗжЮі
ШЗЖЈдкЙФТжЩЯЬэМгЮЂЙЕВлРДЬсИпШЦЯпСМЦЗТЪЁЃЙЄзїдРэЮЊРћгУЮЂЙЕВлБкЖдЭЯпЕФжЇГжСІЯћГ§ЭЯпМфЕФМЗбЙСІЃЌПЩвдИФЩЦШЦЯпЙ§ГЬжаЯпЕФЗжВМЧщПіЃЌДгЖјЕїећЭЯпЕФЫйЖШЃЌШЗБЃШЦЯпЙ§ГЬжаЭЯпеХСІзуЙЛЃЌЪЕЯжНЯИпГЩЙІТЪЕФШЦЯпЁЃ
ЮЂЙЕВлМгЙЄашгІгУЕНЮЂМтЖЫМгЙЄММЪѕЁЃФПЧАНЯГЩЪьЕФЮЂМтЖЫМгЙЄММЪѕЮЊНЧЖШЗЖЮЇдк60ЁуЁЋ120ЁуЕФЮЂМтЖЫЃЌБОЮФНЋбЁШЁ3жжНЯГЃВЩгУЕФЗНАИНјааЗжЮіЃЌМДЖдМгЙЄ60ЁуЁЂ90ЁуЁЂ120ЁуЕФЮЂЙЕВлНЧЖШет3жжГЃМћЮЂЙЕВлНјааСІбЇгыМгЙЄПЩааадЗжЮіЃЌзюжеШЗЖЈЮЂЙЕВлЕФМгЙЄНЧЖШЁЃ
ЩшЙФТжгыЭЯпМфФІВССІЮЊfЃЌЕЅИіЙФТжЕФвЛИіЮЂВлЖдЭЯпЕФжЇГжСІЮЊ F N ЁЃ3 жжГЃМћЮЂЙЕВлСІбЇЗжЮіШчБэ 1 ЫљЪОЁЃдкЯрЭЌбЙСІЬѕМўЯТЃЌЫцзХЮЂЙЕВлМгЙЄНЧЖШЕФдіМгЃЌЙФТжЖдЭЯпЕФФІВССІж№НЅМѕаЁЁЃ
ИУзАжУЪЕЯжСЫЮЂаЭБфбЙЦїЩњВњЯпЩЯЯпШІШЦЯпЕФздЖЏЛЏЃЌНЋЦѓвЕЮЂаЭБфбЙЦїЕФЩњВњаЇТЪгЩ20 pcs/hЬсИпжС95pcs/hЁЃЖдзАжУжаЙФТжЕФгХЛЏЭЈЙ§ЮЂЙЕВлСІбЇЗжЮіМАМгЙЄПЩааадЗжЮіЃЌзюжебЁдёСЫ90ЁуЮЂЙЕВлзїЮЊМгЙЄЗНАИЁЃПЩвдЪЕЯжНЋШЦЯпЛњВњГіаЇТЪДг95 pcs/hЬсИпжС170 pcs/hЃЌВЂЧвЭЌЪБНтОіДХШІМфЕФЭЯпУЛгаЧаЖЯгыдкШЦЯпЪБЗЂЩњВјЯпетСНИіЮЪЬтЃЌЬсИпСЫВњЦЗЕФЩњВњаЇТЪЁЃ
 ОЋУмЦНааШЦЯпЛњ
ОЋУмЦНааШЦЯпЛњ ОЋУмЛЗаЭШЦЯпЛњ
ОЋУмЛЗаЭШЦЯпЛњ здЖЏЗЩВцШЦЯпЛњ
здЖЏЗЩВцШЦЯпЛњ ШЋздЖЏЩшБИЯЕСа
ШЋздЖЏЩшБИЯЕСа ОЋУмЯпШІ
ОЋУмЯпШІ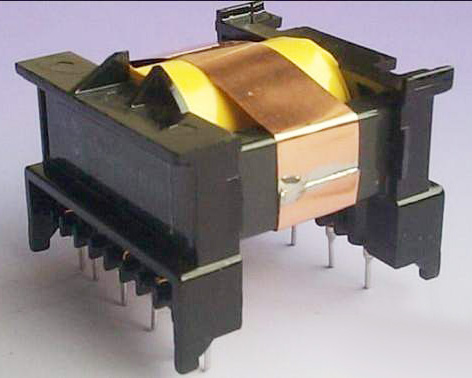 АќНКЯпШІ
АќНКЯпШІ ОЋУмТэДяЯпШІ
ОЋУмТэДяЯпШІ ПеаОЯпШІ
ПеаОЯпШІ БфбЙЦїЯпШІ
БфбЙЦїЯпШІ