БфбЙЦїШЦЯпЛњЕФжЪСП
ЫцзХЮвЙњОМУПьЫйЮШВНЕиЗЂеЙЃЌЕчСІЕФашЧѓСПвВдНРДдНДѓЁЃБфбЙЦїзїЮЊЕчСІаавЕЪфБфЕчЕФЛљДЁЩшБИЃЌЙуЗКгІгУгкЗЂЕчГЇЁЂЛЛСїеОЁЂБфЕчеОКЭгУЛЇЖЫ,дкЕчСІаавЕжаеМОнзХЪЎЗжживЊЕФЮЛжУЃЌЦфашЧѓСПвВЪЧгыШеОудіЃЌЪаГЁЧАОАЪЎЗжЙуРЋЁЃетОЭЖдЮвЙњБфбЙЦїЕФЩњВњаЇТЪЬсГіСЫИќИпЕФвЊЧѓЃЌЭЌЪБАщЫцзХШЋЧђадЕФФмдДЮЃЛњЃЌЩњВњИќМгНкФмИпаЇЕФБфбЙЦївВЪЧЪЦдкБиааЁЃе§ЪЧдкШчДЫБГОАЯТЃЌЮвЙњЕФБфбЙЦїжЦдьБъзМвВЪЧвЛдйЬсѓ{ЃЌЖдадФмжИБъЕФвЊЧѓвВдНРДдНбЯИёЁЃ
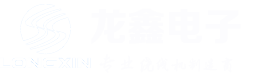
БфбЙЦїЮДРДЕФЗЂеЙЗНЯђгаСНИіЃКвЛИіЪЧГЌИпбЙЁЂДѓШнСПЃЌСэвЛИіЪЧИпаЇЁЂжЧФмЁЂаЁаЭКЭЕЭдывєЁЃБфбЙЦїЕФжЪСПКЭОМУММЪѕадФмГ§СЫЪмНсЙЙЩшМЦЕФгАЯьЭтЃЌдкКмДѓГЬЖШЩЯШЁОігкжЦдьЙЄвеКЭжЦдьЩшБИЕФММЪѕЫЎЦНЁЃЮЊСЫТњзуЖдБфбЙЦїжЪСПКЭадФмжИБъШевцбЯИёЕФвЊЧѓЃЌЮвУЧБиаыЬсИпБфбЙЦїВЪНШЦЯпЛњЕФММЪѕЫЎЦНЃЌЪЙЦфФмЙЛЩњВњжЦдьГіПЩвдТњзуЙњМвЕчСІЗЂеЙашвЊЕФБфбЙЦїЁЃ
БфбЙЦївЛАугЩЬњаОЁЂЯпШІЁЂЭтПЧКЭБивЊЕФОјдЕВФСЯзщГЩЁЃБфбЙЦїЕФЯпШІвЛАуЗжЮЊИпбЙЯпШІКЭЕЭбЙЯпШІЃЌИпбЙЯпШІвЛАуЪЙгУдВОјдЕЕМЯпШЦжЦЃЌЕЭбЙЯпШІвЛАуЪЙЮИгУБтЦНОјдЕЕМЯпЛђВСЯШЦжЦЁЃБфбЙЦїЕФЯпШІШЦжЦЪЧБфбЙЦїжЦдьЕФКЫаФЙЄађЃЌЖдБфбЙЦїЕФадФмгАЯьКмДѓЁЃЫќВЛНіжБНгОіЖЈзХБфбЙЦїЕФЭтаЮГпДчЁЂЫ№КФКЭжиСПЕШжївЊОМУММЪѕжИБъЃЌЛЙжБНггАЯьзХБфбЙЦїЕФЛњаЕадФмЁЂОјдЕадФмКЭФЭШШадФмЕШжївЊжЪСПжИБъЁЃДЋЭГЕФБфбЙЦїЯпШІЕФШЦжЦЪЧвРППШЫСІНЋОјдЕЕМЯпАДееЩњВњЙЄвевЊЧѓВјШЦЕНЙЄМўЩЯЃЌВЂЧвгЩВйзїЙЄШЫЖдзшЪ§НјааМЦЪ§ЁЃВЩгУДЋЭГЕФШЦЯпЗНЪНЃЌВЛНіШЦжЦаЇТЪЕЭЃЌГЩЦЗЯпШІЕФжЪСПвВНЯВюЁЃФПЧАЕФБфбЙЦїЯпШІШЦжЦЦеБщсгУздЖЏШЦЯпЛњЃЌЫќФмЙЛЯджјЬсЩ§ЩњВњаЇТЪКЭХХЯпОЋЖШЁЃдкздЖЏШЦЯпЛњжаЃЌгаШЦжЦДѓаЭБфбЙЦїЕФСЂЪНШЦЯпЛњЃЌвВгаШЦжЦНЯЕЭЕчбЙЕШМЖКЭНЯаЁШнСПБфбЙЦїЕФЮдЪНШЦЯпЛњКЭВШЦЛњЁЃ
ШЦЯпЛњЙуЗКгІгУгыЕчСІЁЂПѓЩЯЛњаЕЁЂМвОпМгЙЄЕШаавЕЃЌЮЊЭЈгУЩшБИЁЃЭЈЙ§ЖдШЦЯпЛњЦѓвЕЩњВњЯжГЁЕїгУЃЌФПЧАЖрЪ§дкЪЙгУЕФЛЗаЮШЦЯпЛњОљДцдкНЯДѓЕФАВШЋвўЛМЃЌвЛЕЉВйзїВЛЕБЃЌВЛНіШЦзщзїЗЯЃЌЖјЧвПЩФмЛсЖдШЫЕФЪжжИдьГЩбЯжиЩЫКІЁЃЮЊСЫНЕЕЭШЦзщЕФЗЯЦЗТЪЛњвэдіМгАВШЋадЃЌМгЩшШЦЯпЛњЗРЛЄзАжУЪЧЗЧГЃБивЊЕФЁЃ

ЖдЪЙгУШЦЯпЛњЕФЦѓвЕгУЛЇРДЫЕЃЌЖдАВзАГЁЫљЕФашЧѓЪЧЕодьКЯЪЪШЦЯпЩшБИзївЕКЭАВжУЕФЕиЛљЛђзївЕЬЈЃЌвдТњвтЖрЭЗздЖЏШЦЯпЛњЖдГЁЫљЛЗОГЕФашЧѓЃЌОпЬхашЧѓвЛАугавдЯТМИЕуЃК
1ЁЂШЦЯпЛњзївЕЬЈКЭЕиЛљгаБивЊЭЌИУРраЭШЦЯпЛњЕФЕззљЯрЪЪгІЃЌВЂФмШЗБЃЦфЩЯЫљзАжУЕФШЦЯпЛњНсЪЕРЮППЃЌШЗБЃжмЮЇгаРЮППЕФНгЕиХфБИЃЌШЗБЃжмЮЇУЛгаДѓЕФИЩШХдДЃЌвдМАећЛњЫЎЦНЕїећЁЃ
2ЁЂШЦЯпЛњзївЕЬЈКЭЕиЛљгІгаТњзуЕФЧПЖШМАИеЖШЃЌЗРжЙШЦЯпЛњИпПЊдЦappЪжЛњАцЯТдиЖЏЪБЗЂЩњОчСвеёЖЏЃЌШЗБЃШЦЯпЛњЕФеёЖЏВЛжСгкгАЯьздЩэЕФОЋЖШКЭЪйЪ§ЃЌВЂВЛКфЖЏЖјгАЯьЯпШІжЪСПЃЌНгНќЕФЩшБИКЭНЈжўЮяВЛгІЖдШЦЯпЛњгаВЛСМЕФгАЯьЁЃИпбЙВШЦЛњ
3ЁЂШЦЯпЛњЕФзївЕЬЈКЭЕиЛљгІОпгаЮШЖЈадКЭФЭОУадЃЌЗРЫЎЗРЛЌМАгаКІЮяЬхЕФНўЪДЃЌШЗБЃВЛЗЂЩњБфаЮЛђВПЗжГСЯнЁЃЕБШЦЯпЛњАкЗХдкгаПЩФмдтЪмЛЏбЇвКЬхЁЂгЭвКЛђИЏЪДЕФЛЗОГжаЪБЃЌЕиЛљгІМгЗРЛЄВуЁЃ
4ЁЂШЦЯпЛњЕФжиаФКЭзївЕЬЈМАЕиЛљЕФзмжиаФгыЕиЛљЕзУцЕФЯђаФСІЧѓзјТфЭЌвЛДЙжБЯпЁЃ
5ЁЂДѓаЭШЦЯпЛњЕФЕиЛљдкЛњЦїзАжУЧАгІНјаадЄбЙЁЃдЄбЙЕФжЪСПЮЊИпбЙШЦЯпЛњзмжЪСПКЭПЭЛЇЙЄМўзюДѓжЪСПзмКЭЕФ2БЖЁЃдЄбЙЮяПЩгУИжВФЁЂЩАзгКЭаЁЪЏзгЁЃдЄбЙЮягІОљдШЕибЙдкЕиЛљЩЯЃЌвдШЗБЃЕиЛљОљдШЯТГСЁЃдЄбЙзївЕвЊНјааЕНЕиЛљВЛдйГжајЯТГСЭЃжЙЁЃ
БфбЙЦїШЦЯпЛњЕФШЦЯпММЧЩ
БфбЙЦїШЦЯпЛњЕФШЦЯпММЧЩЪзЯШБиаыЖдБЛШЦЮяжЎЯпВФжжРрЬиадЃЌШІЪ§жЎЖрЩйвдМАЭтЙлВФжЪЃЌВјШЦЫйЖШвЊгаШчздеГЯпЃЌЦсАќУоЯпЕШЃЌЫљЩшЖЈжЎЯпОЖвЊдіДѓКмЖрЃЌвђЭтЦЄВЛЬЋЙтЛЌЃЌНЯЮоЙпадЬиЕуЁЃЯИЯпВјШЦЫйЖШВЛвЊЬЋТ§ЃЌЕЋБиаыгУТ§ЫйХРЩ§ЦєЖЏЃЌвдУтНЋЯпВФРЖЯЁЃДжЯпдђЫйЖШВЛвЫЙ§Пь(ГЌЫй)ЃЌЕЋБиаызЂвтжаЕЭЫйХЄСІЪЧЗёзуЙЛЁЃЪЙгУТСЯпЪБЧызЂвтЃЌеЧСІвЊЕїжСБШЭЌЕШДжЯИЕФЭЯпаЁКмЖрЃЌвдУтЯпОЖРЯИЃЌЭтОјдЕЦсБЌСбЃЌгАЯьВњЦЗжЪСПЁЃЪЙгУТСЯпЪБвђеЧСІМѕаЁЃЌЫљЩшЖЈжЎЯпОЖвЊЪЪЕБдіДѓЁЃНсКЯздМКЕФеЧСІашвЊПЩвдЩйзпвЛаЉЁЃ
Й§ЯпТжЁЃБфбЙЦїШЦЯпЛњБЛШЦЮяЕФаЭзДгыХХЯпЦїжЎИпЕЭКЭГіЯпОрРыгаЯрЕБДѓЕФЙиЯЕЗНаЭБЛШЦЮяЫйЖШВЛвЊЬЋПьЃЌжаМфЛсгадВЭЙВЛЦНећЃЌгАЯьХХЯпећЦыЁЃБЛШЦЮягыХХЯпЦїжЎИпЖШвЊЪЪЕБЃЌЬЋЕЭЯпШнвзЯнШыЯТУцвЛВуЃЌЬЋИпдђЛсгаЬјЯпЯжЯѓЁЃХХЯпЦїгыБЛШЦЮяжЎГіЯпОрРыВЛвЫЬЋдЖЃЌЛсгАЯьХХЯпЫцёюжЎОЋШЗЖШЁЃХХЯпЦїжЎГіЯпЫЩНєЃЌврЙиЯЕзХШЦЯпМАХХЯпЦЏССгыЗёЁЃШЦЯпЛњЩшжУзЂвтЪТЯюаЃзМБЛШЦЮяжЎПэЖШМАЦєШЦЕуЮЊЕквЛгХЯШЃЌЧвзюЮЊживЊЁЃЕБЦєШЦЕуе§ШЗЮоЮѓЃЌПЊЪМШЦЯпЃЌПЩгУСНЖЫЭЃГЕЯШааВтЪдЫљЩшжЎПэЖШЪЧЗёе§ШЗЁЃ
ЕБПЊЪМШЦЯпЪБЃЌЮоТлЦЏССгыЗёЃЌЦєШЦЕуЬЋЧАЛђЬЋКѓУц(ГіЯпДІгыБЛШЦЮяЮоДЙжБЯжЯѓ)ЁЃХХЯпЬЋЪшЛђЬЋУм(ЯпОЖЩшЖЈВЛе§ШЗ)ЁЃСНЖЫЛизЊЬЋПьЛђЬЋТ§(ПэЖШЩшЖЈВЛе§ШЗЃКЬЋПь=ПэЖШВЛЙЛЃЌЬЋТ§=ПэЖШЬЋДѓ)ЁЃХХЯпЫцёюЪЧЗёдНРДдНПьЛђепдНРДдНТ§(дйЮЂЕїЯпОЖДѓаЁЃКдНПь=ИФаЁЃЌдНТ§=ИФДѓ)ЁЃзЂвтШЦМИВуКѓжЎХХЯпЫцёюЧщПіЁЃБЛШЦЮявђШЦЖрВуКѓЖјБфаЭЁЃЦсАќЯпЫљБъЪОжЎЯпОЖДѓаЁЮЊЪЕМЪЯпОЖЃЌЙЪдкЩшЖЈЯпОЖЪББиаыМгЩЯЦсАќжЎКёЖШВХЛсе§ШЗЁЃШЦЯпЭъГЩКѓЃЌХХЯпЦїИДЙщ(ЮЛвЦ)гыЗёвргагАЯьЁЃЪшШЦХХЯпЃЌЦєШЦЕузюКУЭљЧАЃЌПэЖШзюКУЫѕаЁвЛЕуЁЃЬјИёШЦЯпЃЌвЛАуЖМФмдкЩшЖЈЗНЪНЩЯПЫЗўЁЃ

 ОЋУмЦНааШЦЯпЛњ
ОЋУмЦНааШЦЯпЛњ ОЋУмЛЗаЭШЦЯпЛњ
ОЋУмЛЗаЭШЦЯпЛњ здЖЏЗЩВцШЦЯпЛњ
здЖЏЗЩВцШЦЯпЛњ ШЋздЖЏЩшБИЯЕСа
ШЋздЖЏЩшБИЯЕСа ОЋУмЯпШІ
ОЋУмЯпШІ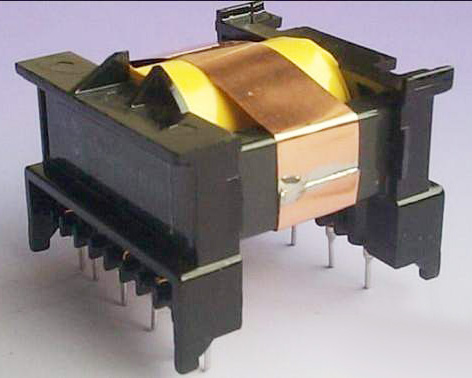 АќНКЯпШІ
АќНКЯпШІ ОЋУмТэДяЯпШІ
ОЋУмТэДяЯпШІ ПеаОЯпШІ
ПеаОЯпШІ БфбЙЦїЯпШІ
БфбЙЦїЯпШІ